我们的现场实拍视频将带您走进(北京) 护栏1,304不锈钢复合管实力见证产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:(北京) 护栏1,304不锈钢复合管实力见证的图文介绍
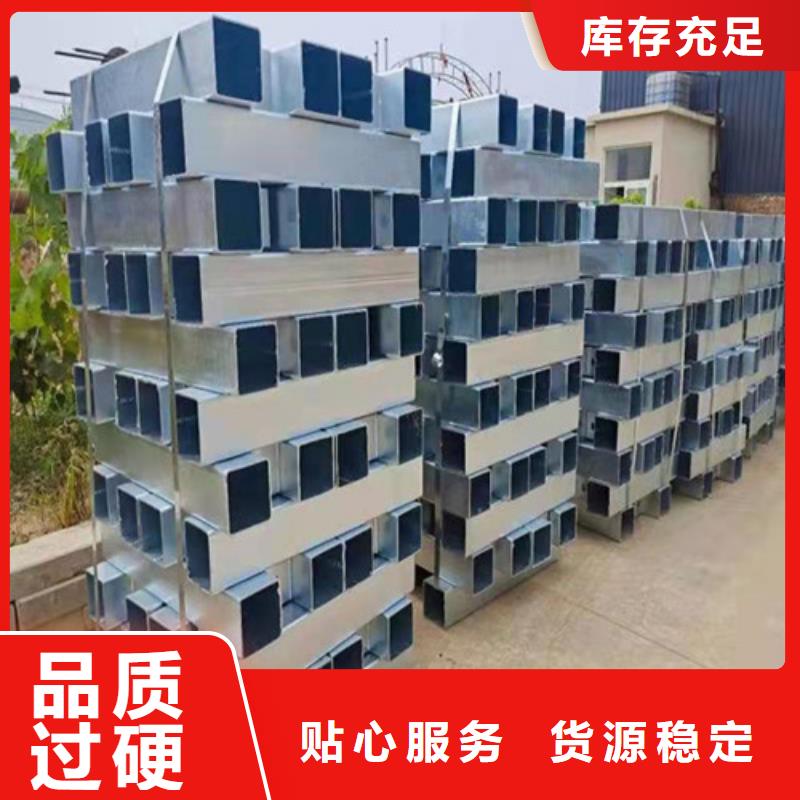
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
聚晟护栏制造有限公司的产品以合理的价格,【镀锌喷塑防撞栏、】产品质量及优良的售后服务,深受客户欢迎。【镀锌喷塑防撞栏、】价格合理,欢迎来电洽谈订购 。
我们的宗旨:人有我优。
经营理念: 让利多销,培养忠实客户群体。
经营宗旨: 售前当好参谋,售后搞好服务。
质量目标: 不断完善自我,满足客户需求。
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
材料根据施工图纸和设计要求,采购工程所需各种原材料。栏杆确定材料符合图纸设计要求无误后,才得进入加工车间加工制作,确保不合格材料不进现场使用。制作工艺各项栏杆按照图纸设计要求并根据图纸所示图样和现场实际规格尺寸制作。 材料进入现场制作安装之前做防锈处理,制作过程中,定位尺寸要准确,该磨口的地方磨口。保证角度拼装准确精细。进行拼装时,焊接部位要焊平,对接部位要严密,保证平整度横平竖直。焊接部位的焊口必须满焊,做到焊口无断缝,漏焊,无沙眼,焊口要打磨光滑,平整度达标。 护墙栏杆加工为半成品用钢丝轮除锈,表面进行防锈处理完好后再做面漆处理,保证栏杆表面的整洁。施工:项目负责人人,负责人人,焊工人,安装工人,油漆工人。主要机具安排:预埋件及铁艺护栏安装水平安装工艺铁艺护栏均按照所提供的标准线为栏杆安装水平标准。 安装工艺产品到达施工现场后按图纸上所规定的位置及尺寸准确安装就位,确定好标高及垂直平整度。应按照甲方要求与图纸设计要求进行定位,确保达到设计要求与验收规范。预埋件安装根据图纸设计要求和施工现场的实际情况准确无误的定位,避免造成不在一条平行线上。
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
固定式隔离护栏:端柱埋入地下或设置在埋入地下的预制件上并用螺栓连接的隔离设施。护栏渐变段:设置于护栏外移端头与标准段之间平滑过渡的结构段。轮廓标:设置于护栏立柱上,用于指示护栏边界的视线诱导设施。 公路护栏的相关特点我们已经了解了,基本交通设施道路护栏,积极的作用对交通起着,一种物是护栏本身,今天道路护栏厂家跟大家一起来分析一下道路护栏的安装流程和他的使用优势:公路护栏安装:首行系列装配,这个是在道路护栏出厂前已按订货要求配装。 道路护栏运达后,底座将各立柱的钢衬部位,并直线延长按要求。其次使用部门布设,在产品运到施工现场后,起到隔离功能。再次牢固性,地面使用内胀栓底座,移动防恶意,柏栏的抗风,在完成基本布设后,连接每段护栏用螺栓。 后铸铁座对称锁定可用螺丝和道钉。安装反光器护栏顶端固定,起到反光效果。公路护栏的优势:首先使用寿命长,优良材质决于产品护栏本身,生产工艺产品的关键的处决,相对焊接产品采用组装式组合,更牢固更美观,基材表面不会破坏这是更重要的,使用寿命等到了保证。
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")
 护栏1,304不锈钢复合管实力见证")






 扫一扫
扫一扫