无论您是初次接触还是已经熟悉,我们的<德惠>(本地)螺旋管焊管产地直销产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:<德惠>(本地)螺旋管焊管产地直销的图文介绍
螺旋管焊管产地直销")
螺旋管焊管产地直销")
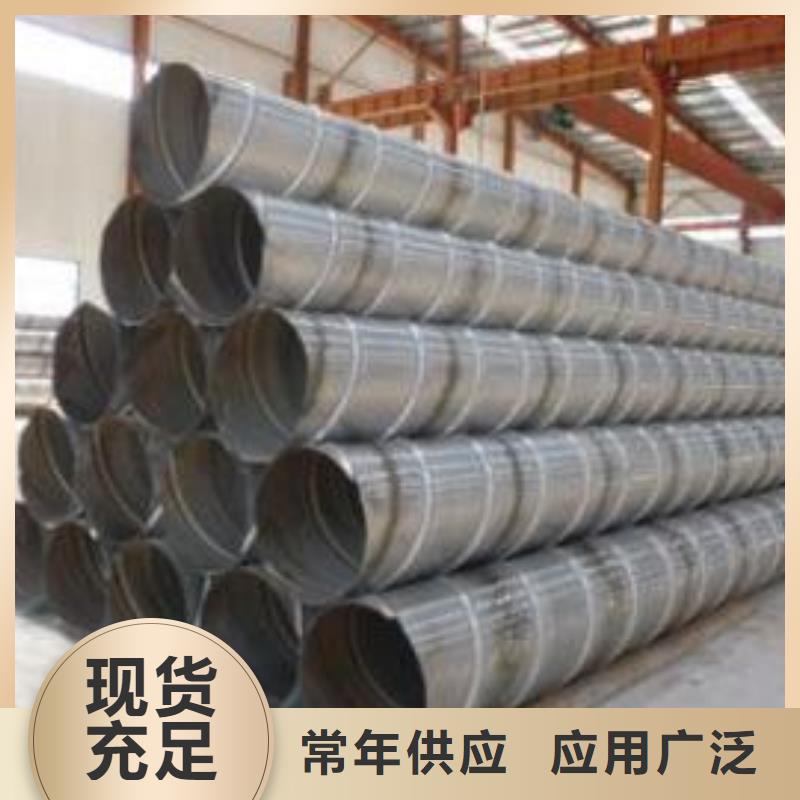
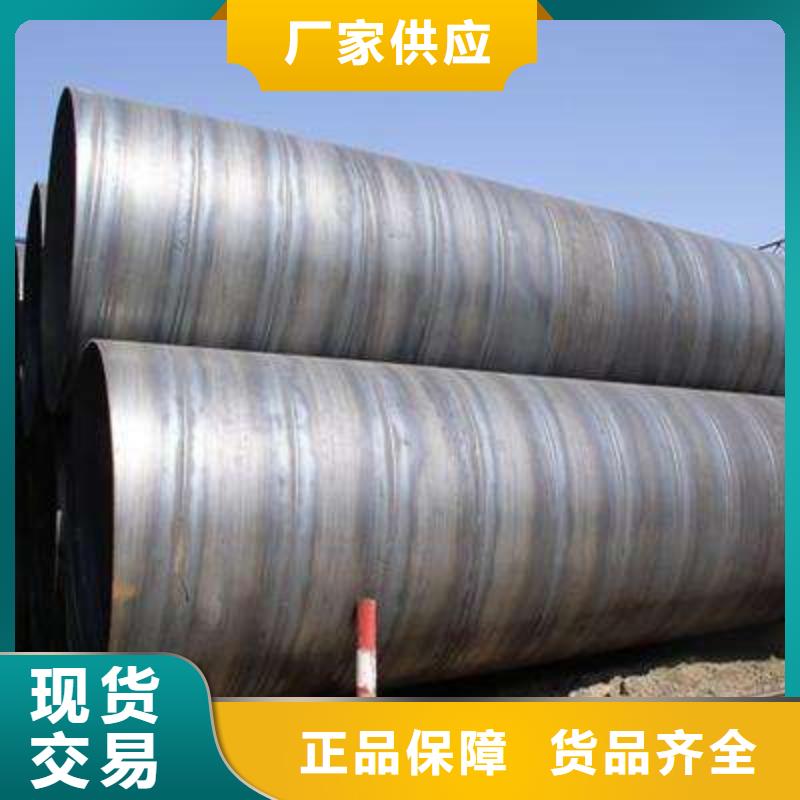
螺旋管在制作螺旋焊管过程中,需注意以下几个问题:
涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。 矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、德惠当地板边平行度和坡口形状。剪切成型:将钢 板沿外沿螺旋卷曲成管状。对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。目视检查:由专业技术人员对一些基本的参数进行检查。
螺旋管焊管产地直销")
螺旋管焊管产地直销")
螺旋管焊管产地直销")
9711标准:
9711标准也就是我们常说的国标,人们也习惯称为国标螺旋焊管,主要应用于石油天然气等行业,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
二、德惠当地5037标准:
5037标准就是我们常说的部标,也是我们 的标准,然们习惯称为部标螺旋焊管,主要是应用于压力非常小的流体工程,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管厂家为了便利生产,一般都是按照实际壁厚生产,这一点一定要注意。
螺旋管焊管产地直销")
螺旋管焊管产地直销")
聚力群达金属材料有限公司是一家专业生产各种规格 冷拉扁钢、的厂家,目前国内 冷拉扁钢、生产比较齐全的厂家之一。 专业的服务为客户创造尽善尽美的 冷拉扁钢、,共创双赢的经营理念在客户心中享有崇高声誉。
螺旋管焊管产地直销")
螺旋管焊管产地直销")
螺旋管焊管产地直销")
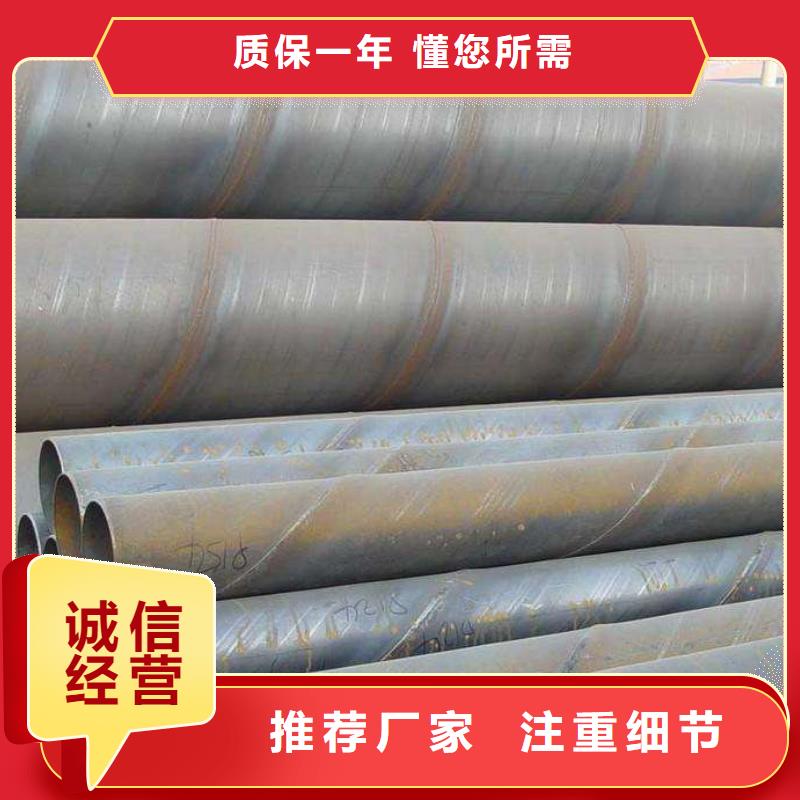
螺旋管分析其主要的发展方向是:
1、德惠本地生产大直径厚壁管以提高耐压能力;
2、德惠同城设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
3、德惠开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
4、德惠大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋管焊管产地直销")
螺旋管焊管产地直销")
在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。
螺旋管焊管产地直销")
螺旋管焊管产地直销")
螺旋管焊管产地直销")


 扫一扫
扫一扫