


 扫一扫
扫一扫
总经理刘先生携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 不锈钢无缝管厂、行业的美好明天而共同努力。

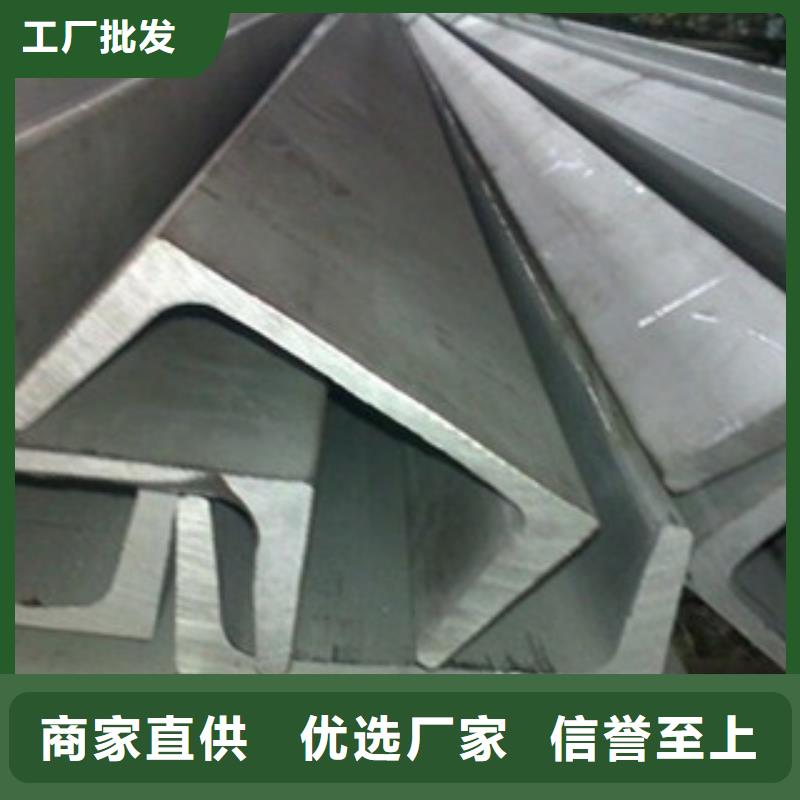
针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。


304不锈钢槽钢件加工的方法:
1.管件价格分为锻压、冲压、滚轮、滚扎、弯曲成型、膨胀等方法,现将几种加工方法介绍如下:
2.锻压法:用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。
3.冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。
4.鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法
5.弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。
6.滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。
7.滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。


技术支持:k797.com